| Condition of Machined Surface | Problem | Remedy |
| Sharp Edges | Sharp edges produce a high current density condition that creates thick chromium nodules which are brittle and break or crack when ground. | Do not terminate chromium abruptly on sharp edges. Instead, machine edges to have a 1/32 minimum radius before plating. |
| |  | |
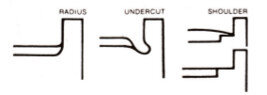
| Inside Corners | Square inside corners produce a low-current density condition that creates a very thin chromium deposit to none at all near the inside corner. | Never machine inside corners square. Instead, adopt the machining details shown below before plating. |
| | | |
| Threads and Splines | Threads and splines combine the sharp edges and inside corners that were individually discussed. A thick chromium deposit builds up at the sharp edges of the thread crests and spline tooth tips, while a thin chromium deposit forms at the inside corners of the thread roots and spline tooth roots. This tapered deposit affects the thread and spline geometry. | Mask threads and splines when chromium plating is not necessary. When chromium plating is required, radius the edges and minimize chromium thickness. Where heavy chromium deposits are required, machine the thread or spline with an allowance for the desired chromium thickness, then overplate and finish grind. |
| | | |